HOTLINE: 400-876-1779
专利技术 波峰焊接
波峰焊接
凭借顶尖技术和模块化设计,Ersa 波峰焊系统可满足高产量要求–完全符合各种需求和预算。 在最大扩展阶段,可以焊接长达 850 毫米的印刷电路板,从而用于加工 5G 电信服务器电路板。 经典中的经典!
波峰焊是利用通孔技术(THT)批量生产电子组件的一种高效、经济的工艺。 在与焊波接触的过程中,许多焊点同时形成,因此该工艺的产量很高。 在表面贴装技术中(从 20 世纪 80 年代开始),它还与双波峰焊装置一起用于焊接先前粘接到 PCB 上的 SMD。 如今,在高性能系统中,例如在热量密集型电力电子应用中,它已得到广泛应用。
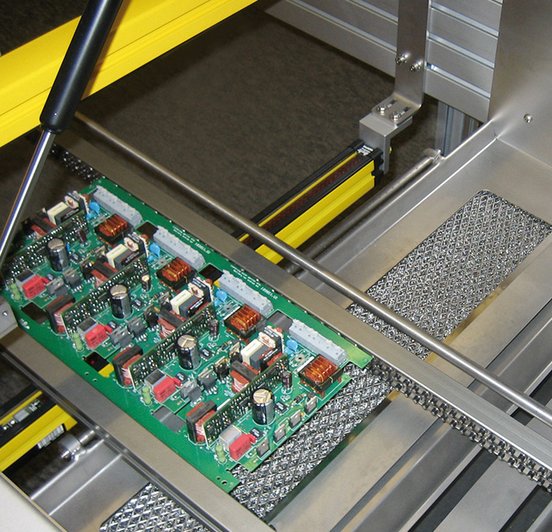
在焊接系统中传送印刷电路板时,可以选择焊接框架传送系统或手指传送 系统。 焊料框架传送系统基于坚固的针链,针链在轮廓中导向。
精确的印刷电路板跟踪可实现最高的吞吐率,因为印刷电路板或焊料框架在通过机器时几乎没有分离距离。 标准化接口可确保印刷电路板与所连接的外围设备之间的顺利传输。
喷射系统早已成为每种波峰焊系统的标准配置–在这里,助焊剂通过喷射器喷射到电路板的整个表面。 围绕助焊剂,Ersa 还提供了许多创新解决方案,所有这些解决方案都是为经济性、助焊剂消耗量和加工速度而设计的。 除 “普通 “精密喷涂助焊剂外,POWERFLOW ULTRA、POWERFLOW PRO 和 POWERFLOW 还可选配超声波喷涂头,其助焊剂喷涂量更低,维护更少。
作为一种在线选择性助焊剂,POWERFLUX 扩展了 Ersa 的产品组合,为 THT 元件加工电子制造带来了另一种革命性的系统–在最小的区域内精确、明确地使用助焊剂,以点或路的形式应用于焊点。 润湿区域的直径可窄至 2 毫米,这在选择性焊接中是一个明显的优势,可减少高达 95% 的助焊剂消耗量。
预热过程的目的是在印刷电路板进入焊接模块之前对其进行均匀加热。 这样做的目的是提供高达 50% 的热能,使印刷电路板在接触液态焊料时不会受到冲击而发热。 在波峰焊领域,采用了模组化预热概念。 可提供对流加热器、中波辐射加热器和短波红外线加热器。 这些设备可以进行不同的配置,从而单独满足生产要求。
对流模块 在加热贴装侧的大型、高质元件或使用温度敏感元件且不得过热时显示出其优势。 中波辐射器 还支持对高密度印刷电路板进行均匀加热,从而保护温度敏感元件。 短波红外辐射器 几乎无惯性地传输不同数量的能量,因此非常适合混合生产。
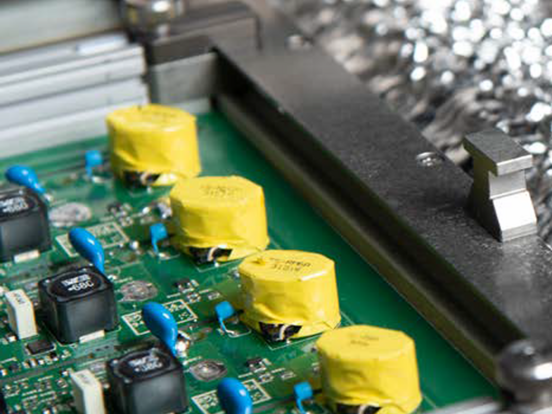
焊接由带有一个或两个焊接喷嘴的波峰焊模块 完成。 这些喷嘴与传送装置的宽度相对应,因此印刷电路板的整个表面都与焊料接触。 由于引脚上的毛细管力和润湿力,焊料会沿着触点向上吸附到印刷电路板的顶部,并在焊波断开后立即凝固。 POWERFLOW 用户友好型焊接单元可配备多种不同的焊嘴,以便为相应的焊接任务做好最佳准备,并确保极高的焊接质量。
易于维护的焊锡罐可以方便地通过电动方式移出系统。 ERSA唉莎喷嘴产品组合中的一个例子是获得专利的 Vario-Wave, 它融合了埃莎 100 多年的焊接经验:该喷嘴具有出色的动态性能、极佳的流动性和断裂性能。 因此,它特别适用于带深槽的掩模,也适用于在 PCB 底部焊接难以焊接的 SMD 几何结构。
产品
对我们的产品和服务有疑问? 请联系我们,我们将竭诚为您服务