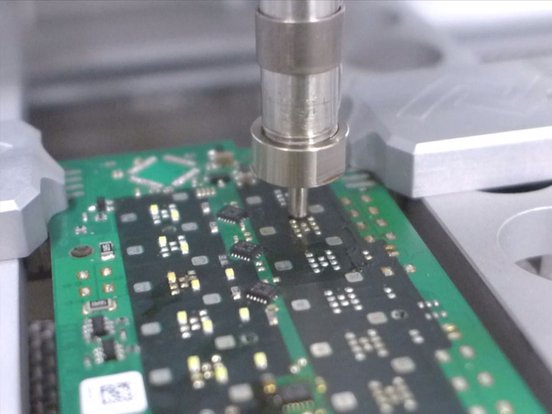
拆焊部件

在拆焊元件时,系统遵循传感器引导的温度曲线。 顶部发射器和红外底部加热装置为此提供了必要的能量。 当焊料为液态时,目标元件会被真空吸管从电路板上自动吸起。 要实现极佳加热效果,必须考虑整个组件:邻近的组件与电路板底部的组件一样,都与工艺控制息息相关。
混合型顶部发射器

加热头的混合加热器 由高效的中波红外线发射器组成,能温和而均匀地加热目标部件。 辐射光谱的特点是元件和电路板材料的吸收率非常高。 出现的温差(delta T)非常小,因此在连接部件中几乎不会产生热应力。 额外的对流组件可以更快、更有针对性地加热组件。
红外预热

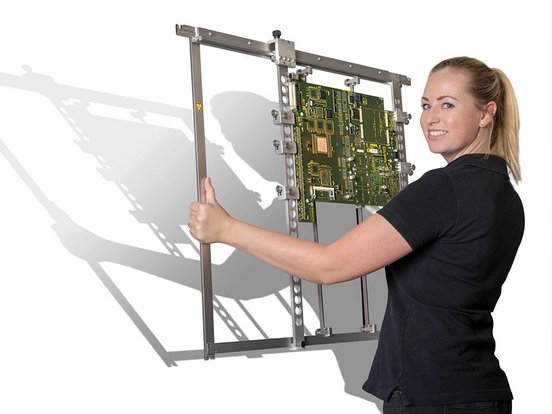
红外线底部加热 用于尽可能均匀地预热电路板的整个表面,是每个混合返修系统的核心部件。 大面积预热电路板对于较大的装配尤为重要,这样可以最大限度地减少翘曲和变形。 底部加热的部分区域可以单独设置,从而适应印刷电路板和元件。 甚至还可以定义 “热点”(热量输入专门针对某一区域)或 “冷区”(保护印刷电路板或元件)。 此外,还有一个连贯的电路板夹具概念,可有效支持印刷电路板。
亮点/选项
- 传感器引导焊接工艺
- 通过红外线和热风加热实现高效能源输入
- 自下而上均匀预热
- 无需特定组件喷嘴
- 可提供喷嘴板和中心支架