HOTLINE: 400-876-1779
专利技术 选择性焊接
选择性焊接
凭借顶尖技术和模块化设计,Ersa 选择性焊接系统可满足对灵活性和产量的极高要求–完全符合各种需求和预算。 经典中的经典!
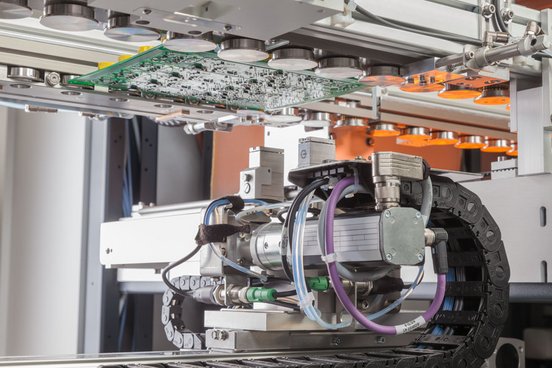
选择性焊接是在印刷电路板上焊接单个有线元件的过程。 元件范围通常包括焊接耐热性较低或尺寸过大不适合 SMD 回流工艺的元件。 与传统的波峰焊工艺相比,输入装配组的热量要低得多,而且不需要焊接掩模。 由于可对每个焊点的焊接参数进行单独调整,因此该工艺具有最高的质量和可重复性。
选择性焊接机的助焊剂系统必须同时满足多项要求。 除了精度和速度,高质量的助焊剂加工还需要高度的可靠性。 未被选择性焊接轴润湿的 PCB 区域不得接触助焊剂。
为此,我们采用了工业喷墨技术中最先进的多点流量头。 助焊剂不是雾化的,而是以单个小液滴的形式专门用于先前确定的区域。 针对灵活性、吞吐量和工艺可靠性等问题,Ersa 提供了多种选择,以满足客户的各种要求。
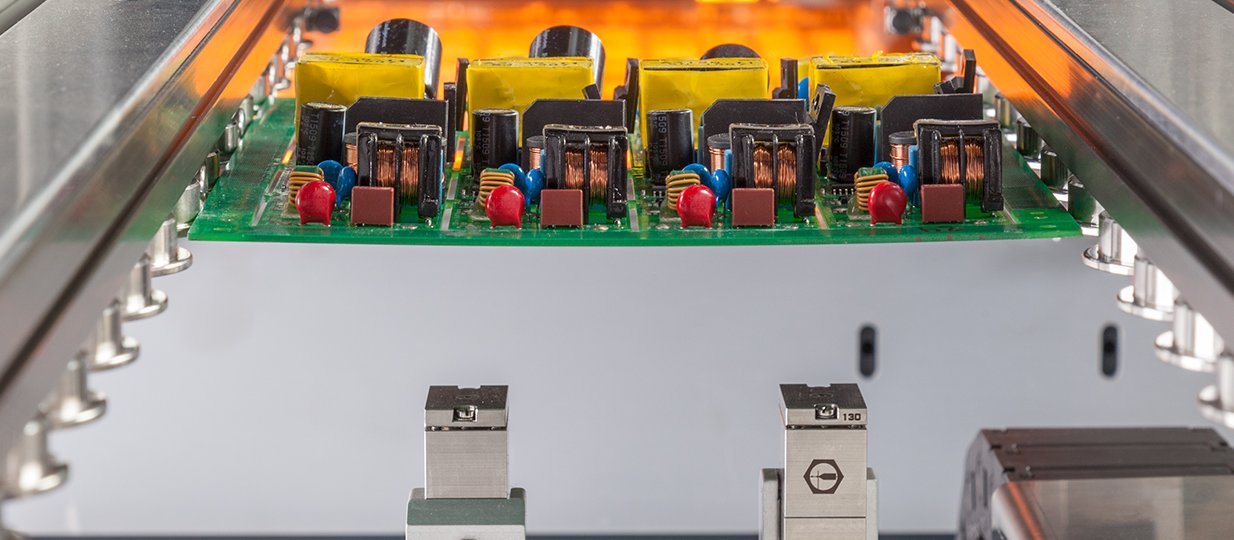
预热过程的目的是在印刷电路板被传送到焊接模块之前对其进行均匀加热。 这样做的目的是通过明亮的红外线辐射器提供高达 50% 的热能,从而使印刷电路板在接触液态焊料时不会受到冲击而发热。
无铅、多层和高能量选择性焊接应用,以及始终以最佳循环时间运行的驱动力,都要求不断提高温度性能。 特别是对于焊接热量要求较高的组件,助焊剂的适当活化对焊点的最佳润湿至关重要,以确保良好的毛细管性,从而实现焊料渗透。 为应对这些不同的挑战,Ersa 选择性焊接机可配备多达五个预热模块和可选的顶部加热器。
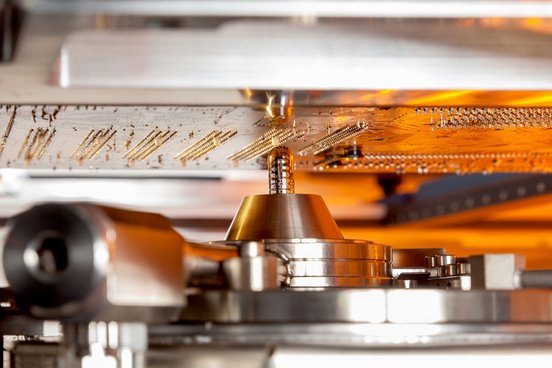
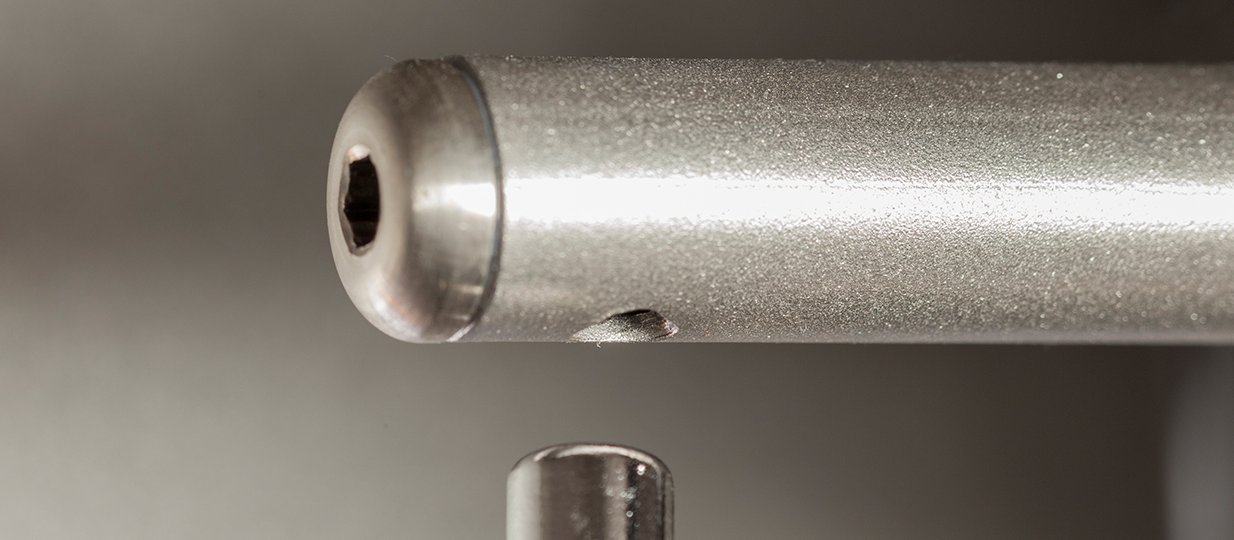
在微型波峰焊的基本版本中,使用的是单个焊接喷嘴,逐个焊接每个焊点。 由于可以为每个焊点单独设置焊接参数,因此具有最大的灵活性和最高的质量。
无论客户选择哪种选择性波峰焊,在焊接技术方面埃莎都不会妥协。 所有的 Ersa 选择性焊接机都配有电磁焊接泵。 由于没有机械运动部件,该技术具有渣滓极少的优点,因此坩埚的维护成本极低。 该泵可确保极其恒定的流速,从而提供精确且可微调的焊波高度。 对动态工艺参数,如焊料液面、焊波高度和焊料温度,进行持续监测和记录。
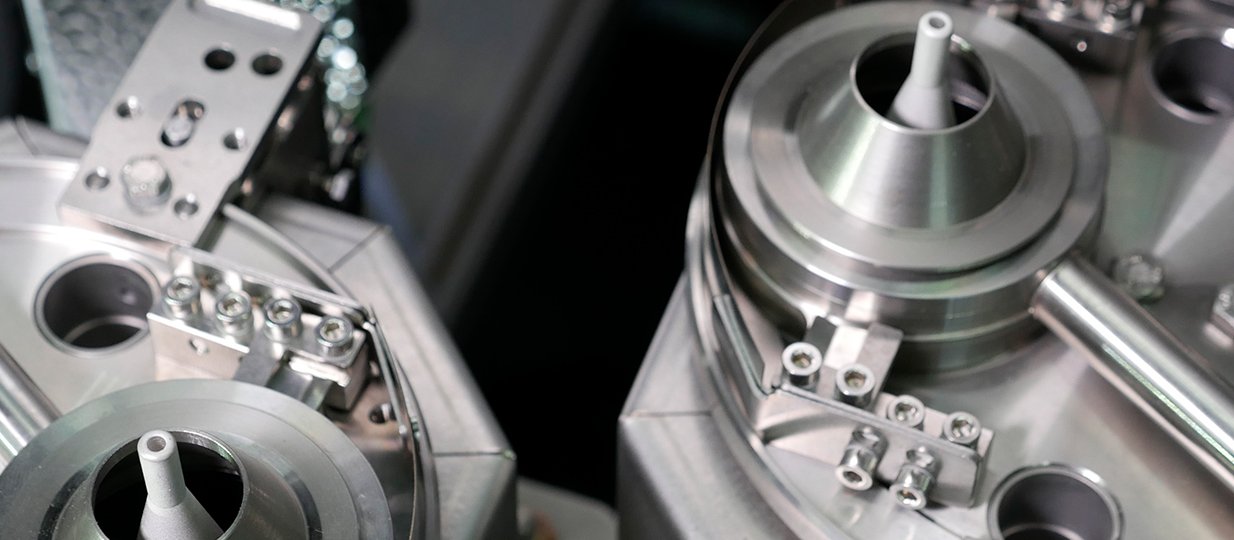
如果选择性焊接工艺与应用和数量相匹配,就能取得经济上的成功。 在这方面,一个非常重要的因素是生产率,即通过焊接系统的装配吞吐量。
在实践中,这是通过多波焊接技术实现的。 焊接单元的核心是针对特定产品的焊接工具,配有单独设计的焊嘴,可同时将焊料精确地输送到接线元件的焊接点。 这项技术允许每个组件的纯焊接时间在 2-3 秒之间,与待焊元件的数量无关。 基于多波技术的选择性焊接系统可确保稳定、可重复的选择性焊接过程,并缩短周期时间。
产品
对我们的产品和服务有疑问? 请联系我们,我们将竭诚为您服务