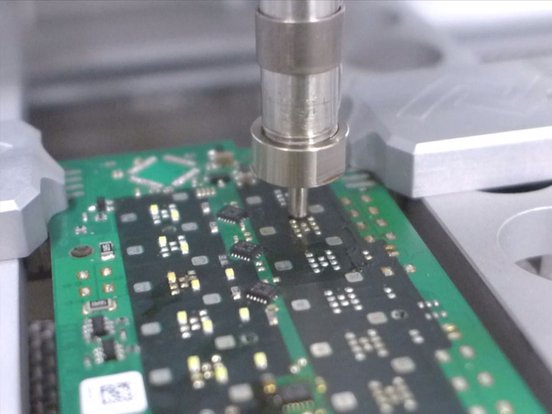
Desolder component

To desolder a component, the system follows a temperature profile guided by a sensor. Top emitters and IR bottom heating provide the necessary energy for this. The target component is automatically lifted off the board with a vacuum pipette when the solder is liquid. For optimal heating, the entire assembly must be considered: Neighboring components are just as relevant for process control as the assembly on the underside of the board.
Hybrid Top Emitter

The hybrid heaters of the heating heads consist of highly efficient, medium-wave infrared emitters and heat the target component gently and homogeneously. The radiation spectrum is characterized by very good absorption by components and board materials. Very small temperature differences (delta T) occur and thus hardly any thermal stresses in the joining partners. The additional convection component heats the components even faster and in a more targeted manner.
IR Preheating

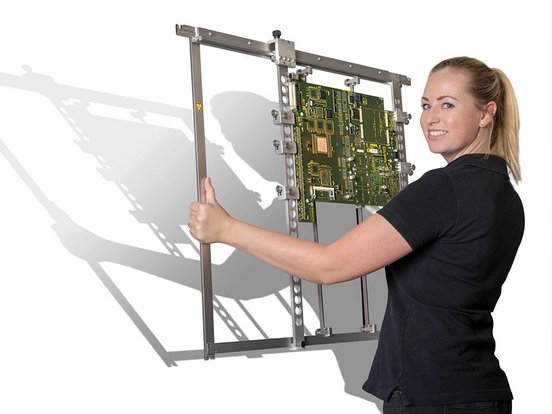
The infrared bottom heating is used to preheat the circuit board as homogeneously as possible over the entire surface and is a core component of every hybrid rework system. Preheating the board over a large area is particularly important for larger assemblies in order to minimize warpage and deflection. Particluar zones of the bottom heating can be set individually and thus adapted to the PCB and the components. Even “hot spots”, where the heat input is specifically directed to one area, or cold zones to protect the PCB or components can be defined. Added to this is a coherent board fixture concept with effective PCB support.
Highlights/Options
- Sensor guided soldering process
- Efficient energy input with IR and hot air heating
- Homogeneous preheating from below
- No component specific nozzles necessary
- Nozzle plates and center supports available