Performance Reflow Soldering Systems with best energy balance
The reflow soldering systems of the HOTFLOW seriesare based on proven convection heating technology. It guarantees gentle and uniformly homogeneous heating of electronic assemblies, largely independent of their SMT component placement spectrum. The EXOS 10/26 extends the range of systems to include reflow soldering under vacuum and guarantees the lowest possible void rates in the solder joints.
Ersa HOTFLOW reflow soldering systems are available in 7 top / 7 bottom up to 13 top / 13 bottom heating zones with process lengths from 3.80 to 6.20 m
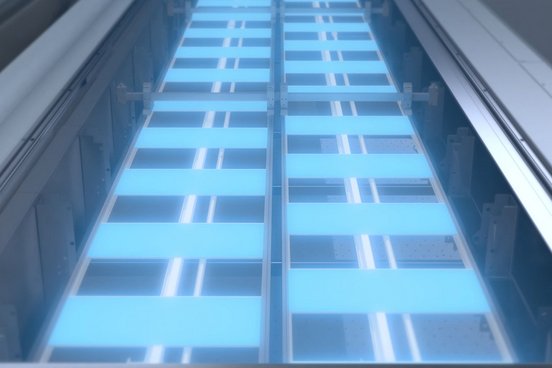
Preheating
The preheating zone is used for thermal conditioning of the assembly to be soldered for the actual soldering process. In other words, the aim is to bring components of different sizes to a common temperature and to activate the flux in the solder paste. The preheating zone creates optimal conditions for the immediately following soldering process.
Process gas cleaning: The purity of the process zone is the primary objective in the reflow process, as it is a decisive factor in determining machine availability as well as the stability and reproducibility of the soldering processes. Impurities in the process gas atmosphere have various origins. The two most important sources are the solder pastes and the base materials of the printed circuit boards. The elementary task of the no-clean management system is to remove these residues from the process gas atmosphere so that neither assemblies nor the process chamber are contaminated by deposits.
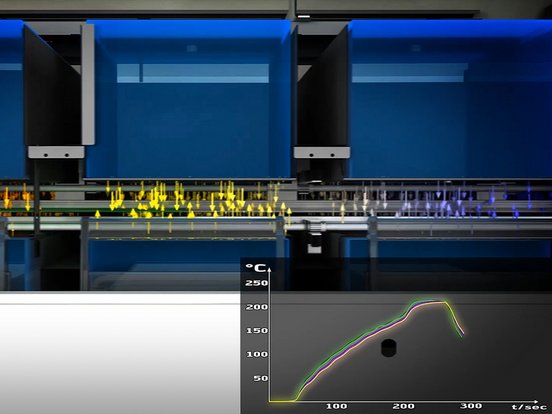
Peak Zone
In the peak zone, the temperature exceeds the melting point of the solder paste. The solder paste deposits printed on the PCB remelt and wet the pads of the PCB and the component metallizations. The stability and reproducibility of the process temperatures ensures high reliability of the formed solder joints.
Heat transfer: In modern reflow systems, heat transfer efficiency has a decisive influence on all quality, productivity and operating cost aspects that directly affect profitability. Therefore, in HOTFLOW reflow soldering systems, special attention has been paid to further optimized energy transfer in order to achieve a minimum ΔT with the lowest possible energy consumption.
Ersa Reflow Soldering Technology: Energy-efficient motors, perfect airflow and increased efficiency ensure perfect energy transfer during heating
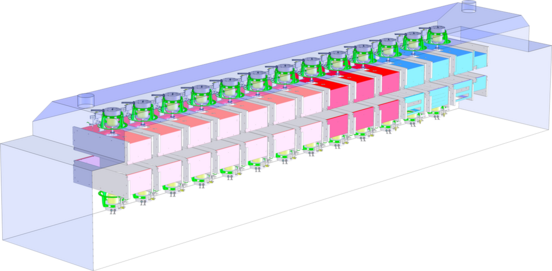
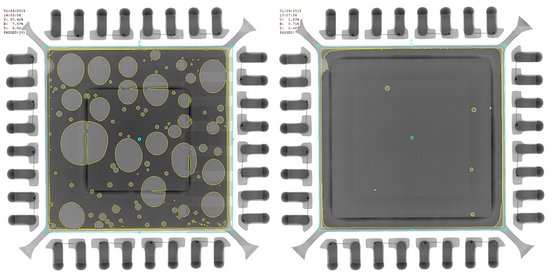
The Ersa EXOS 10/26 convection reflow soldering system has 22 heating chambers, 4 cooling zones and a vacuum chamber after the peak zone, which can be used to reduce the void rate by 99%; here before and after condition
Vacuum
If the components are exposed to a vacuum in the peak area, i.e. in the molten solder state, voids in the solder are removed from the solder joints by negative pressure. For certain SMT components such as power semiconductors or high-power LEDs, this improves thermal dissipation during operation.
Cooling
The cooling of the assemblies after the soldering process is carried out under controlled conditions, in particular the cooling speed. This depends on the assembly design and can be individually adapted. Subsequent process steps such as AOI, manual inspection or assembly handling are thus possible under optimum thermal boundary conditions.
Energy-efficient multi-stage cooling on the HOTFLOW with internal chilled water circuit that cools the extracted process gas (stage 1) and ensures an optimum cooling gradient via an external cooling unit (stage 2)
Transport
The assemblies are transported through the process zone of the reflow soldering system by means of pin chains guided in profiles. Optionally, a second transport track is available, both to increase throughput and to use a different transport speed for another solder alloy, for example.